精密电阻点焊的焊接电流、时间、加压力的选定:
电流规范:A规范一短时间大电流(最佳规范)
B规范一中时间中电流(中等规范)
C规范一长时间小电流(普通规范)
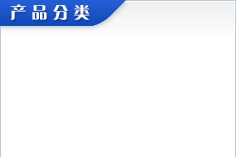
焊接电流可以如下方法比较简单地求得:最初设定较低的焊接电流,如果逐渐增大焊接电流,会发生飞溅。比发生飞溅时的电流值稍低的电流值就是适当的电流。电流值根据焊接机加压系统的追随性的不同而不同。焊接机的追随性愈好,愈容易施加较小的加压力和大的导通电流,即获得最佳的焊接效果。
焊接时间的选定:焊接部位产生的热量随着通电时间而增大,但是,电极及焊接部位的散热量也随着通电时间而增大,因此焊接部位的温度在一定时间以后趋于饱和。而温度饱和以后即使延长通电时间,焊核也不会再增大,而且表面压痕和热变形也会增大,对材料产生不良的冶金效果。另外,从作业工时、电力消耗的观点考虑,长时间焊接也不利。
上图中最适合的规范为加压力5kg,电流500A的区域。欲增加焊接强度,不仅要增大电流同时还要增大加压力。此时,将电流、加压力由低慢慢上升,选择最佳规范。
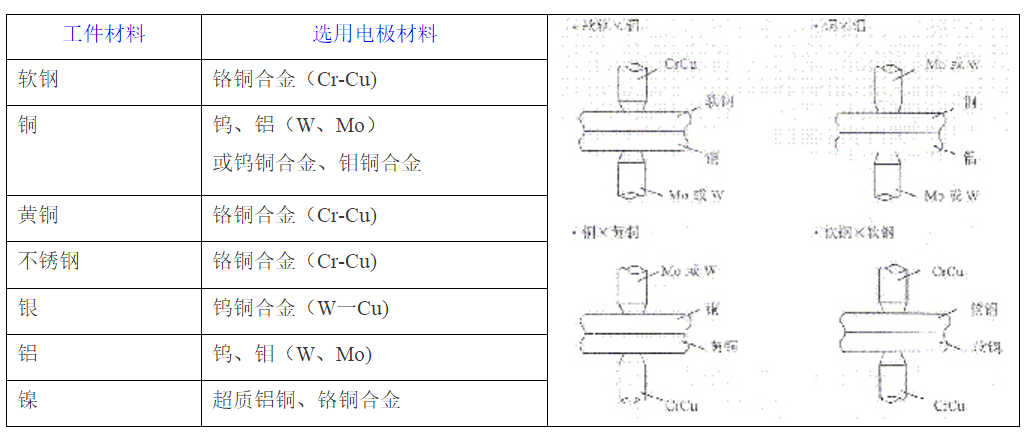
精密电阻点焊电极材料的选定:
电极的作用:①导通大电流。
②施加压力。
③提高焊接点的冷却效果。
④稳定电流密度。
选定原则:①固有电阻大的工件->选用固有电阻小的材料作电极
②固有电阻小的工件->选用固有电阻大的材料作电极